精密超音波硬度計ステンレス鋼管測定ソリューション
I. 試験S標本とR要件:
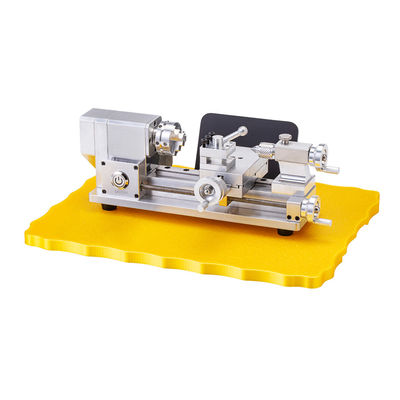
ワーク:ステンレス鋼管(図1)。
製品直径:10~20mm
測定硬度要件:130~220HV
試験要件:オンライン全数検査
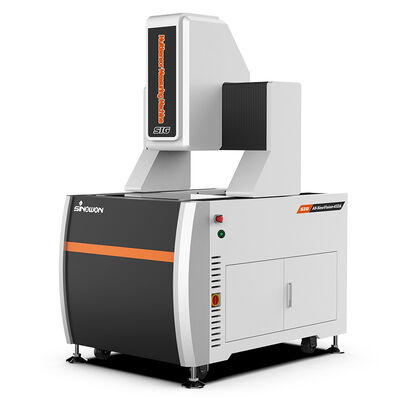
使用機器:超音波硬度計SU-400M(電動3Nプローブ)

図1. 標本の物理図
II. 現在のP主なPポイント:
1. ロックウェル硬度計、ブリネル硬度計、ビッカース硬度計は、測定効率が低い。測定後に顕著な圧痕が残るため、サンプリングしかできない。
2. ポータブルリーブ硬度計は、リーブ衝撃原理を用いて製品の硬度を測定しますが、測定対象ワークのサイズと重量に対する要件が高く、大型および中型のワーク(理論上の要件は5kg)しか測定できません。特殊形状のワーク、小型ワーク、薄いワーク(電気メッキ、スプレーコーティング、窒化物層などを含む)を測定できません。したがって、リーブ硬度計ではロールのクロム硬度を測定することはできません。
Sinowon Precisionの超音波硬度計は、小さな負荷試験力を使用しており、校正後、ワークを損傷することなくステンレス鋼管の硬度を非破壊で全数検査でき、製品の生産品質を効果的に保証します。
顧客はまた、迅速な測定とスクリーニングのために、効率的で非破壊的な硬度測定方法を見つけたいと考えていました。
III. ソリューション:
現在の測定上の問題点に基づいて、超音波硬度計を使用して標本を測定することにしました。
超音波硬度計の単一測定時間は約6秒/回であるため、卓上ロックウェル硬度計と比較して効率が17倍向上します。また、超音波硬度計による測定後の圧痕直径は0.026mmであり、ロックウェル硬度計による測定後の圧痕直径は0.484mmです(圧痕については図2を参照)。超音波硬度計を使用しても、ユーザーのその後の組み立てや使用に影響はありません。
図2. Sinowon VM-500高精細顕微鏡を使用して412倍に拡大し、超音波硬度測定圧痕とロックウェル硬度測定圧痕直径の比較を観察
IV. 比較T試験R結果とMマイクロ硬度TテスターとU超音波H硬度Tテスター。
マイクロビッカース硬度計(試験力300gf)
| 試験回数 |
1 |
2 |
3 |
4 |
5 |
平均値(HV) |
再現性(HV) |
| 硬度値 |
149 |
147 |
150 |
154 |
141 |
148 |
13 |
超音波硬度計SU-400M(試験力300gf)
| 試験回数 |
1 |
2 |
3 |
4 |
5 |
平均値(HV) |
再現性(HV) |
| 硬度値 |
144 |
146 |
143 |
151 |
139 |
144 |
12 |
注:赤でマークされた値は、同じサンプルを5回測定した最大値と最小値です。
マイクロビッカース硬度計の現場測定写真:
超音波硬度計の現場測定写真:
V. 試験結論:
上記のデータ分析を通じて、以下の結論が得られました:
超音波硬度計は操作が簡単で信頼性が高く、正確な硬度測定を可能にします。
超音波硬度計は、携帯性、高効率、高精度、非破壊性の特徴を備えています。卓上型およびリーブ硬度計では測定できない多くのワーク硬度問題を解決でき、現代の工業生産に効率的な現場硬度試験方法を提供します。
超音波硬度計を使用することで、企業の品質管理が向上するだけでなく、企業の損失を減らし、利益を増やすことができます。

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。